 Large grease batches usually take longer to make than small grease batches. This is because the vessel’s jacket area does not increase in proportion to the mass of the contents.
Large grease batches usually take longer to make than small grease batches. This is because the vessel’s jacket area does not increase in proportion to the mass of the contents.
A traditional solution to address this is to use an internally jacketed grease contactor. However, it can block up because it is impossible to agitate the batch in the annular space between the jacket and the vessel wall. This problem has become worse because newer grease formulations often have a higher melting point.
In 1992, we built a grease kettle where the batch was circulated through a shell and tube heat exchanger. This made grease quicker than as standard system. However, there was no agitation in the heat exchanger, so its manufacturing capability was limited to greases with a lower melting point.
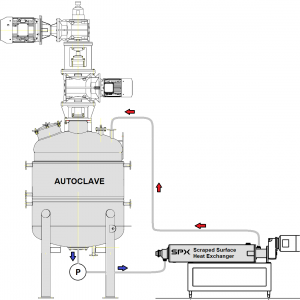
Faced with the same challenge today, we would now circulate through a Scraped Surface Heat Exchanger – see picture. An SSHE has one shell and one tube with a rotating scraper. This arrangement stops the product building up on the surface and increases the heat transfer rate.
A grease kettle or autoclave equipped with an SSHE would be able to manufacture faster, giving you the benefit normally associated with a contactor, but without the risk of blockage.